![]()
ブラスト・溶射から焼付塗装まで!18トンの大型構造物も施工可能な表面処理のワンストップ工場
- ホーム
- 錆び、腐食の問題解決実績ブログ
- なぜ今、レーザクリーニングに注目が集まっているのか?─現場か...
![問題解決実績 [CASE STUDY]](https://www.100nensabinai.jp/case_study/img/title_caseEntry.jpg)
なぜ今、レーザクリーニングに注目が集まっているのか?─現場から聞こえてきた"本音"をもとに
● レーザ表面処理
Posted on 2025.12.11
2025年7月の幕張メッセの展示会を皮切りに複数の展示会に出展して以来、製造、建設、メンテナンス、装置メーカー、研究機関まで、実に多様な業種の方々とお話しする機会をいただきました。その対話の中で、ある共通したテーマが浮かび上がってきました。

「レーザクリーニングには興味がある。ただ、本当に自分たちの現場で効果を発揮するのか、判断する材料が少ない」
多くの方が、情報不足のまま様子見をされている。そんな状況が見えてきたのです。
そこで新免鉄工所レーザ事業部では、このブログを通じて、展示会やデモで直接いただいたご質問、現場でのリアルな会話、実際に観察してきた課題などをもとに、皆さまの判断に役立つ情報を整理してお届けしていきます。
私たちがお伝えしたいのは、「レーザを買ってください」という話ではありません。
「レーザって実際どうなの?」「どんな現場で使えるの?」
そんな率直な疑問に対して、できる限りわかりやすくお答えし、読んだ方が"自分の現場に当てはめて考えるヒント"を持ち帰れるブログを目指しています。
1. 従来工法でよく聞く"困りごと"
展示会で最も多く耳にしたのは、次のような声でした。
- サンダーやブラシでは特に狭隘部の仕上がりにムラが出てしまう
- ブラストは粉じんや養生の手間が大きく、工数や採算が取りにくい
- 廃液処理の負担や環境配慮への要求が年々重くなっている
- 細部だけうまく処理できず、結局人の手で削り直すことになる

確立された工法であっても、現場には確実に「困りごと」が積み上がっている。
そして興味深いことに、これらの声は業種を問わず、驚くほど共通していました。
2. そんな中で、レーザが選択肢に上がる理由
レーザクリーニングは決して万能ではありません。
しかし、次のような場面では非常に現実的な解決策となり得ます。
粉じんが出にくい
粉塵の飛散が少ないため、「周囲に迷惑をかけたくない現場」や「工場内での部分処理」で高く評価されています。
母材を残しやすい
条件調整次第で、酸化被膜や塗膜だけを選択的に除去し、下地への影響を最小限に抑えられます。
再現性が高い
出力、焦点距離、走査速度などのパラメータを管理することで、安定した品質を維持しやすくなります。
ただし、厚膜や熱に弱い素材など、レーザに不向きなケースも存在します。
重要なのは、「何に向いていて、何に向かないのか」を正しく理解することです。
3. 特に問い合わせが多い「200Wの焼け取り」
展示会以降、最も多くご相談をいただいているのが、200Wクラスによる溶接焼け取りです。
- ステンレスの仕上がり品質を向上させたい
- 溶接焼けを取り除きたい
- 酸化被膜だけを選択的に除去したい
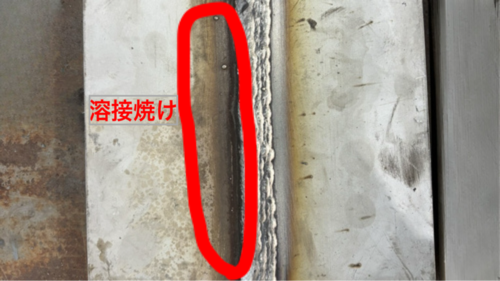
この分野は比較的結果が安定しやすいため、レーザクリーニング導入の最初の検討領域として選ばれる傾向があります。
次に多いのが、100Wクラスの軽度な錆取り、1000Wの塗膜剥離、2000Wの素地調整といった用途です。これらについては、今後の記事で順に取り上げていく予定です。
4. このブログが届けたいもの
私たちがここで提供したいのは、「レーザを使うべきかどうかを、ご自身で評価できる材料」です。
- レーザの"できる/できない"の境界線
- 他工法との比較の視点
- まず試してみる価値がある領域
- 実際に現場で聞いた声の共通点
こうした情報を積み重ねることで、
「うちの現場に当てはまるかもしれない」
「これは向かないな。でも別の用途なら可能性がありそうだ」
といった具体的な気づきを持ち帰っていただけると考えています。
次回は、実際に最もご質問の多かった
「200Wレーザによる溶接焼け取りのリアル」
を、現場目線で詳しく解説します。
どうぞご期待ください。
新免鉄工所 レーザ事業部
![]()
タグ一覧
- 100年防食 金属溶射 防食溶射 ,
- 15トン ,
- すべり止め ,
- めっき ,
- アルミナブラスト ,
- アルミニウム ,
- アルミニウム・マグネシウム溶射 ,
- アルミニウム溶射 ,
- アーク溶射 ,
- インペラ ,
- ガスフレーム溶射 ,
- キュービクル ,
- ギヤ ,
- グリットブラスト ,
- グリッドブラスト ,
- グレーチング ,
- シリンダー ,
- ジンク塗装 ,
- スケール除去 ,
- ステンレス ,
- タンク ,
- パイプ ,
- ブラスト加工 ,
- マスキング ,
- ライニング ,
- レーザクリーニング 溶接焼け取り 200Wレーザ 表面処理 ステンレス溶接 下地処理 塗装前処理 ,
- 上塗 ,
- 亜鉛・アルミニウム溶射 ,
- 亜鉛溶射 ,
- 低圧 ,
- 動画 ,
- 古物 ,
- 和歌山 ,
- 圧力 ,
- 塗装下地 ,
- 大型乾燥炉 ,
- 大型構造物 ,
- 小物 ,
- 尼崎工場 ,
- 摩擦係数向上 ,
- 放熱性 ,
- 旧塗膜除去 ,
- 歪み ,
- 水管橋崩落 ,
- 溶射 ,
- 焼付塗装 ,
- 焼鈍 ,
- 狭隘部 ,
- 異常な腐食 ,
- 短納期 ,
- 紛体塗装 ,
- 縞鋼板 ,
- 耐熱 ,
- 薄板 ,
- 表面積増加 ,
- 表面粗さ ,
- 補修 ,
- 超厚膜塗装 ,
- 部分加工 ,
- 配電盤 ,
- 重量物 ,
- 金属溶射 防食 沿岸部防食 アルミニウムマグネシウム合金 自己修復材料 重防食 ブラスト処理 白さび 亜鉛溶射 Zn-Al溶射 Al-Mg溶射 防食材料選定 材料比較 橋梁防食 インフラ長寿命化 塩害対策 ,
- 錆び取り ,
- 錆止め塗装 ,
- 長尺物 ,
- 階段 ,
- 13Cr
- アルミナブラスト加工
- グリットブラスト加工
- レーザ表面処理
- 出張防食塗装
- 塗装(常温乾燥・焼付・粉体)
- 溶射
月間アーカイブ
タグ一覧
- 100年防食 金属溶射 防食溶射 ,
- 15トン ,
- すべり止め ,
- めっき ,
- アルミナブラスト ,
- アルミニウム ,
- アルミニウム・マグネシウム溶射 ,
- アルミニウム溶射 ,
- アーク溶射 ,
- インペラ ,
- ガスフレーム溶射 ,
- キュービクル ,
- ギヤ ,
- グリットブラスト ,
- グリッドブラスト ,
- グレーチング ,
- シリンダー ,
- ジンク塗装 ,
- スケール除去 ,
- ステンレス ,
- タンク ,
- パイプ ,
- ブラスト加工 ,
- マスキング ,
- ライニング ,
- レーザクリーニング 溶接焼け取り 200Wレーザ 表面処理 ステンレス溶接 下地処理 塗装前処理 ,
- 上塗 ,
- 亜鉛・アルミニウム溶射 ,
- 亜鉛溶射 ,
- 低圧 ,
- 動画 ,
- 古物 ,
- 和歌山 ,
- 圧力 ,
- 塗装下地 ,
- 大型乾燥炉 ,
- 大型構造物 ,
- 小物 ,
- 尼崎工場 ,
- 摩擦係数向上 ,
- 放熱性 ,
- 旧塗膜除去 ,
- 歪み ,
- 水管橋崩落 ,
- 溶射 ,
- 焼付塗装 ,
- 焼鈍 ,
- 狭隘部 ,
- 異常な腐食 ,
- 短納期 ,
- 紛体塗装 ,
- 縞鋼板 ,
- 耐熱 ,
- 薄板 ,
- 表面積増加 ,
- 表面粗さ ,
- 補修 ,
- 超厚膜塗装 ,
- 部分加工 ,
- 配電盤 ,
- 重量物 ,
- 金属溶射 防食 沿岸部防食 アルミニウムマグネシウム合金 自己修復材料 重防食 ブラスト処理 白さび 亜鉛溶射 Zn-Al溶射 Al-Mg溶射 防食材料選定 材料比較 橋梁防食 インフラ長寿命化 塩害対策 ,
- 錆び取り ,
- 錆止め塗装 ,
- 長尺物 ,
- 階段 ,
- 13Cr

![]()