![]()
ブラスト・溶射から焼付塗装まで!18トンの大型構造物も施工可能な表面処理のワンストップ工場
- ホーム
- 錆び、腐食の問題解決実績ブログ
- 沿岸部の金属溶射、なぜ亜鉛じゃダメなのか?----アルミニウ...
![問題解決実績 [CASE STUDY]](https://www.100nensabinai.jp/case_study/img/title_caseEntry.jpg)
沿岸部の金属溶射、なぜ亜鉛じゃダメなのか?----アルミニウムマグネシウム合金(Al-Mg合金)を選ぶべき理由
● 溶射
Posted on 2025.12.22
海沿いの橋や港湾施設。潮風が吹き、波しぶきがかかり、濡れては乾く。
鉄にとって、これほど過酷な環境はありません。

内陸なら20年以上持つ塗装が、沿岸部では数年で劣化する----これが現実です。
だからこそ、金属溶射で「どの線材を選ぶか」は、構造物の寿命を決める最重要ポイントになります。
結論から言います。
沿岸部では、亜鉛系溶射(ZnやZn-Al)はおすすめしません。
代わりに選ぶべきなのは、アルミニウム・マグネシウム(Al-Mg)合金溶射です。
この記事では、その理由を技術的・実証的な観点から解説します。
「理論上は優秀」が、実環境で通用しなかった例----耐候性鋼板が教えてくれたこと
耐候性鋼板をご存じでしょうか?
「錆びて護る鋼材」として登場し、表面に保護性さびを形成することで、それ以上の腐食を防ぐ----そんな夢の素材として期待されました。
ところが、日本全国90橋を調査した結果、衝撃的な事実が明らかになります。
理想的な保護性さびが、すべての部位で成立していた橋は一つもなかった。
原因は、環境条件の多様さでした。日陰になる箇所、水が溜まりやすい箇所、湿気がこもる内部----こうした場所では、保護性さびではなく、腐食を進行させる瘤状さびや層状さびが発生し、理論通りの挙動にならなかったのです。
この教訓は、溶射にも当てはまります。
線材の化学的メカニズムが優れていても、実環境がそれを許さなければ、防食性能は発揮されません。
沿岸部における「亜鉛の弱点」も、まさにこのギャップの象徴です。
沿岸部で亜鉛溶射が抱える構造的な問題----「白さび→ふくれ」のメカニズム
亜鉛は、鉄よりイオン化傾向が大きいため、犠牲防食として優秀な金属です。
しかし、水分・塩分との反応性が非常に高く、沿岸部ではその特性が裏目に出ます。
具体的には、次のような劣化が起こります。
1. 亜鉛は濡れた環境で「白さび」を大量に生成する
白さび(ZnOやZn(OH)₂など)は体積膨張を起こしやすく、溶射皮膜を内側から押し上げます。
2. 白さびが水分を保持し、腐食を加速する
皮膜の中で腐食が進みやすくなり、劣化スピードが上がります。
3. ふくれが広がり、最終的に防食機能を失う
密着性が低下し、粒状に剥離していきます。
これは、鋼道路橋防食便覧にも記載された、亜鉛系溶射の代表的な劣化モードです。
Zn-Al(亜鉛アルミ合金)もありますが、Znの反応性が支配的であるため、白さび・ふくれ問題を根本的に回避することはできません。
沿岸部のような、濡れ乾きが激しい環境では、亜鉛系は原理的に不利なのです。
なぜAl-Mg合金が沿岸部に強いのか?----キーワードは「自己修復」
Al-Mg合金は、95%アルミニウム、5%マグネシウムで構成されます。
実は、この「5%」が防食性能を劇的に高めています。
アルミニウムの強み:安定した皮膜(Al₂O₃)ができる
アルミは腐食速度が遅く、塩分にも非常に強い金属です。
ただし、傷がついた部分の皮膜形成が少し遅いという弱点があります。
マグネシウムの強み:自己修復を促進する
Mgは、Alより反応性が高く、微量に先行腐食します。
この「犠牲的反応」により、次のような効果が生まれます。
- 生成物が傷を埋め戻す(=自己修復)
- 皮膜の均一性が高まる
- アルミ皮膜が再形成されるスピードが上がる
つまり、Alの安定性 × Mgの自己修復性 = 沿岸部最強の保護皮膜という構造が、自然に生まれるのです。
実証データ:複合サイクル試験で「6000時間変化なし」
当社が所属する防食溶射協同組合の複合サイクル試験(塩水噴霧・湿潤・乾燥の繰り返し)では、次のような結果が確認されています。
- 亜鉛溶射:白さび・ふくれが短期間で発生
- Al-Mg溶射:6000時間試験後も外観変化ゼロ
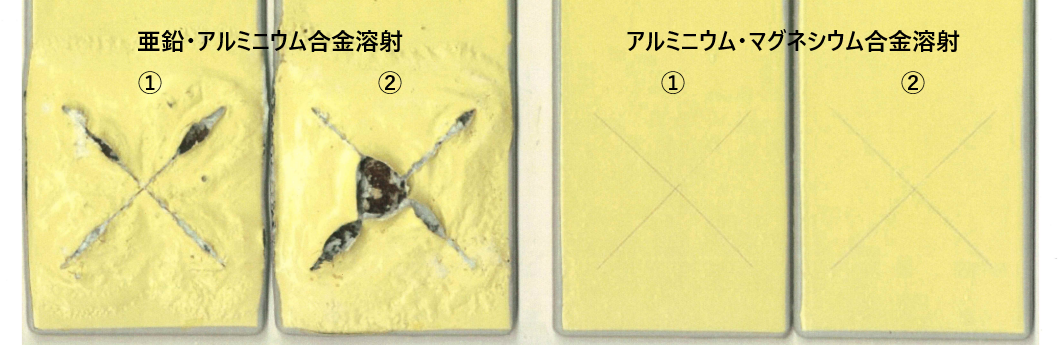
これこそ、沿岸部でAl-Mg合金を選ぶ最大の理由です。
実は「下地処理」こそが、防食の成否を決める
どんなに優れた溶射材料でも、下地処理(ブラスト)が悪ければ完全に無意味----という現実があります。
ニュージーランド交通局のガイドラインには、こう明記されています。
塗装劣化の70〜80%は、下地処理不良が原因。
旧サビや塩分が残ったまま塗装すると、内部で腐食が再発し、ふくれ、剥離へとつながります。
当社でも実験を行いましたが、次のような差が出ています。
- ブラスト処理材:1年7ヶ月後も無変化
- グラインダーのみ:大きなふくれが発生
材料選び × 下地処理 × 施工技術----この3つが揃って初めて、防食は成功するのです。
当社の施工方針----総合的判断に基づく最適仕様の提案
新免鉄工所では、以下のプロセスを経て、現場ごとに最適な防食使用を提案しています。
- 環境条件の把握:飛来塩分量、湿潤頻度、耐水リスク等の現場固有条件を評価
- 材料特性の検証:自社及び協同組合での試験データに基づく材料剪定
- 施工品質の確保:ブラスト処理の徹底と、溶射条件の最適化
- 長期視点での提案:LCC(ライフサイクルコスト)を考慮した仕様設計
沿岸部においては、亜鉛系溶射ではなくAl-Mg合金溶射を標準仕様として推奨していますが、これは単なる材料性能の比較ではなく、実環境での挙動、実証試験の結果、そして数十年にわたる施工実績を総合的に勘案した結論です。
まとめ
橋梁メーカー各社、塗料メーカーの皆様におかれましては、すでに各々の専門領域において高度な知見をお持ちと存じます。
当社がこうした情報を改めて発信する意図は、実際の施工現場でこれらの知見をどう統合し、どのような判断基準で材料選定・施工を行なっているかを共有することにあります。
見積段階から、理論・実証・経験則を踏まえた提案を行ない、施工段階では下地処理から仕上げまで一貫した品質管理を徹底するーーこの姿勢こそが、"100年さびない社会基盤をつくる"という当社の理念を具現化するものと考えています。
今後とも、科学的根拠に基づいた最適な剛食技術の提供を通じ、社会インフラの長寿命化に貢献してまいります。
![]()
タグ一覧
- 100年防食 金属溶射 防食溶射 ,
- 15トン ,
- すべり止め ,
- めっき ,
- アルミナブラスト ,
- アルミニウム ,
- アルミニウム・マグネシウム溶射 ,
- アルミニウム溶射 ,
- アーク溶射 ,
- インペラ ,
- ガスフレーム溶射 ,
- キュービクル ,
- ギヤ ,
- グリットブラスト ,
- グリッドブラスト ,
- グレーチング ,
- シリンダー ,
- ジンク塗装 ,
- スケール除去 ,
- ステンレス ,
- タンク ,
- パイプ ,
- ブラスト加工 ,
- マスキング ,
- ライニング ,
- レーザクリーニング 溶接焼け取り 200Wレーザ 表面処理 ステンレス溶接 下地処理 塗装前処理 ,
- 上塗 ,
- 亜鉛・アルミニウム溶射 ,
- 亜鉛溶射 ,
- 低圧 ,
- 動画 ,
- 古物 ,
- 和歌山 ,
- 圧力 ,
- 塗装下地 ,
- 大型乾燥炉 ,
- 大型構造物 ,
- 小物 ,
- 尼崎工場 ,
- 摩擦係数向上 ,
- 放熱性 ,
- 旧塗膜除去 ,
- 歪み ,
- 水管橋崩落 ,
- 溶射 ,
- 焼付塗装 ,
- 焼鈍 ,
- 狭隘部 ,
- 異常な腐食 ,
- 短納期 ,
- 紛体塗装 ,
- 縞鋼板 ,
- 耐熱 ,
- 薄板 ,
- 表面積増加 ,
- 表面粗さ ,
- 補修 ,
- 超厚膜塗装 ,
- 部分加工 ,
- 配電盤 ,
- 重量物 ,
- 金属溶射 防食 沿岸部防食 アルミニウムマグネシウム合金 自己修復材料 重防食 ブラスト処理 白さび 亜鉛溶射 Zn-Al溶射 Al-Mg溶射 防食材料選定 材料比較 橋梁防食 インフラ長寿命化 塩害対策 ,
- 錆び取り ,
- 錆止め塗装 ,
- 長尺物 ,
- 階段 ,
- 13Cr
- アルミナブラスト加工
- グリットブラスト加工
- レーザ表面処理
- 出張防食塗装
- 塗装(常温乾燥・焼付・粉体)
- 溶射
月間アーカイブ
タグ一覧
- 100年防食 金属溶射 防食溶射 ,
- 15トン ,
- すべり止め ,
- めっき ,
- アルミナブラスト ,
- アルミニウム ,
- アルミニウム・マグネシウム溶射 ,
- アルミニウム溶射 ,
- アーク溶射 ,
- インペラ ,
- ガスフレーム溶射 ,
- キュービクル ,
- ギヤ ,
- グリットブラスト ,
- グリッドブラスト ,
- グレーチング ,
- シリンダー ,
- ジンク塗装 ,
- スケール除去 ,
- ステンレス ,
- タンク ,
- パイプ ,
- ブラスト加工 ,
- マスキング ,
- ライニング ,
- レーザクリーニング 溶接焼け取り 200Wレーザ 表面処理 ステンレス溶接 下地処理 塗装前処理 ,
- 上塗 ,
- 亜鉛・アルミニウム溶射 ,
- 亜鉛溶射 ,
- 低圧 ,
- 動画 ,
- 古物 ,
- 和歌山 ,
- 圧力 ,
- 塗装下地 ,
- 大型乾燥炉 ,
- 大型構造物 ,
- 小物 ,
- 尼崎工場 ,
- 摩擦係数向上 ,
- 放熱性 ,
- 旧塗膜除去 ,
- 歪み ,
- 水管橋崩落 ,
- 溶射 ,
- 焼付塗装 ,
- 焼鈍 ,
- 狭隘部 ,
- 異常な腐食 ,
- 短納期 ,
- 紛体塗装 ,
- 縞鋼板 ,
- 耐熱 ,
- 薄板 ,
- 表面積増加 ,
- 表面粗さ ,
- 補修 ,
- 超厚膜塗装 ,
- 部分加工 ,
- 配電盤 ,
- 重量物 ,
- 金属溶射 防食 沿岸部防食 アルミニウムマグネシウム合金 自己修復材料 重防食 ブラスト処理 白さび 亜鉛溶射 Zn-Al溶射 Al-Mg溶射 防食材料選定 材料比較 橋梁防食 インフラ長寿命化 塩害対策 ,
- 錆び取り ,
- 錆止め塗装 ,
- 長尺物 ,
- 階段 ,
- 13Cr

![]()